A thread forming screw is a type of self-tapping fastener that creates its own internal thread by displacing material rather than removing it. Unlike thread cutting screws, which produce chips, thread forming screws work through plastic deformation — they push the base material aside and allow it to flow around the screw thread profile. This chipless forming process offers significant mechanical advantages that have made thread forming screws the dominant choice in high-volume metal and plastic assembly.
How Thread Forming Works
The working principle of a thread forming screw relies on precisely engineered thread geometry and material plasticity:
-
Pilot Hole Preparation: The screw is driven into a pre-drilled or punched pilot hole, the size of which is critical for proper thread formation.
-
Material Displacement: As the screw advances, its specially shaped thread (typically with a triangular or lobular cross-section) presses into the hole wall, displacing material outwards.
-
Thread Formation: The displaced material flows into the gaps between the screw threads, forming a precisely mating internal thread without any material removal.
-
Work Hardening: The cold-working effect of the forming process increases the strength and hardness of the internal thread, enhancing connection integrity.
Common Thread Types per ASME B18.6.4
| Type | Point Geometry | Thread Pitch | Typical Use |
|---|---|---|---|
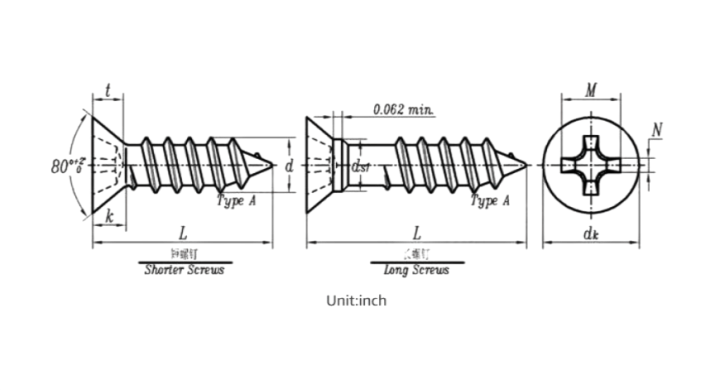
| Type A | Sharp gimlet point | Wide, spaced thread | Legacy design; largely superseded |
| Type AB | Sharp gimlet point | Finer pitch | Industry standard for thin sheet metal and plastics |
| Type B | Blunt point | Finer pitch | Thin metal, non-ferrous castings, plastics |
| Type BP | Extended sharp point | Similar to B | Piercing fabrics, aligning misaligned holes |
| Type C | Blunt point | Machine screw-like thread | Requires high torque; being phased out |
Key Advantages
-
No chips: Clean assembly — essential in electronics, medical devices, and enclosed components.
-
Stronger threads: Cold-working increases local material hardness and fatigue resistance.
-
Higher strip resistance: More thread engagement compared to thread cutting screws.
-
Vibration resistance: Superior loosening resistance due to work-hardened thread fit.
-
Lower driving torque (in correct materials): Reduced installation effort vs. cutting screws in softer substrates.
Limitations
-
Not for brittle materials: Cast iron, very hard plastics, and brittle alloys may crack under forming pressure.
-
Pilot hole sensitivity: Incorrect hole size leads to poor thread formation or stripping.
-
Material thickness limits: Best results in material thickness at least equal to the screw diameter.
Typical Applications
| Industry | Application Examples |
|---|---|
| Automotive | Body panels, brackets, interior trim, electronic modules |
| Electronics | Enclosure assembly, PCB mounting, connector housings |
| Appliances | Washing machines, refrigerators, microwave housings |
| Sheet Metal Fabrication | Ductwork, cabinets, HVAC components |
| Plastics | Housings, fastening into bosses, consumer products |
Applicable Standards
-
ASME B18.6.4-1998 (R2005): Inch-series thread forming tapping screws (Types A, AB, B, BP, C)
-
ISO 1478: ST thread profile and tolerances for self-tapping screws
-
ISO 2702: Mechanical properties — hardness, case depth, torsional strength
-
DIN 7500-1: Thread rolling screws for metric ISO threads (high-performance variant)


 No products in the cart.
No products in the cart.