A thread rolling screw is a high‑performance type of self‑tapping fastener that creates its own internal thread by cold‑forming the workpiece material through a precisely engineered, non‑circular cross‑section. Unlike general‑purpose thread forming screws that displace material with standard sheet metal threads, thread rolling screws feature a special lobular (typically trilobular) thread profile that progressively rolls an internal thread into the pilot hole. Most importantly, thread rolling screws produce a standard ISO metric or unified machine screw thread, making them interchangeable with conventional machine screws and suitable for use with standard nuts.
Thread rolling screws represent the structural grade within the self‑tapping fastener family. They are designed for applications where the connection must carry high loads, resist vibration, and meet strict quality standards — going far beyond what conventional sheet metal screws can deliver.
How Thread Rolling Works
The working principle of a thread rolling screw is based on controlled cold‑forming and periodic elastic recovery of the base material:
-
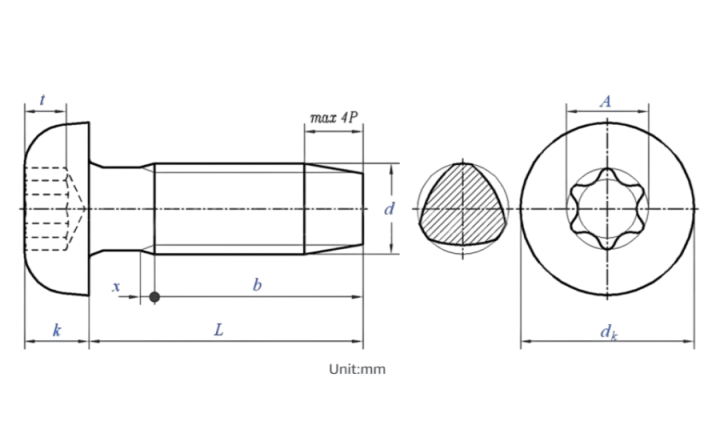
Lobular Engagement: The screw’s cross‑section is not perfectly round. A typical trilobular design has three lobes (high points) separated by relief zones. As the screw enters the pilot hole, only the lobes make contact with the hole wall.
-
Progressive Forming: Each lobe acts as a forming element. As the screw rotates, the lobes press into the material in sequence, gradually displacing it to conform to the screw thread profile.
-
Elastic Recovery: Between successive lobes, the base material briefly relaxes. This intermittent forming action significantly reduces friction and installation torque — typically 50% lower than a comparable thread cutting screw.
-
Cold‑Working Benefit: The forming process cold‑works the internal thread, increasing its local hardness and fatigue strength. The result is a precisely mating thread with high stripping resistance.
-
Chip‑Free Forming: Like all forming‑type screws, thread rolling screws produce no chips, making them safe for clean assembly environments.
Common Thread Rolling Screw Designs
| Design Type | Thread Standard | Cross‑Section | Typical Use |
|---|---|---|---|
| Trilobular | Metric ISO, UNF/UNC | Three‑lobe forming | Most common; general structural fastening in steel, aluminum, zinc die‑castings |
| TAPTITE® family | Metric ISO, UNF/UNC | Trilobular with optimized lead threads | High‑volume automotive and industrial assembly; various sub‑variants for specific materials |
| DIN 7500 type | Metric ISO (M2–M16) | Round with special thread profile | European standard; widely used in general engineering |
| ALtracs® / alternative designs | Metric ISO | Modified lobular | Optimized for aluminum and soft alloys |
A defining feature that separates thread rolling screws from ordinary sheet metal screws is thread standardization. While Type AB or Type B screws have proprietary ST‑type threads per ISO 1478, thread rolling screws form clean ISO metric M‑profile threads (e.g., M6 × 1.0) or unified threads, guaranteeing full interchangeability with standard fasteners.
Key Advantages
-
Standard machine screw threads: Interchangeable with nuts and machine screws; no special mating parts required.
-
Lower driving torque: Lobular design reduces friction; easier installation with lower power tool demands.
-
Exceptionally high strip resistance: The cold‑worked internal thread offers superior thread engagement and pull‑out strength.
-
Excellent vibration resistance: Work‑hardened material and tight thread fit resist loosening under dynamic loads.
-
No chips: Clean process suitable for electronics, sealed assemblies, and automated lines.
-
Broad material compatibility: Works in steel, stainless steel, aluminum, zinc die‑castings, copper alloys, and engineering plastics.
-
Reusability: The formed thread can tolerate repeated assembly and disassembly better than cut threads.
Limitations
-
Requires precise pilot holes: Hole diameter is critical; tolerances are tighter than for general sheet metal screws.
-
Surface lubrication mandatory: The forming friction demands a consistent lubricating coating (typically baked‑on or integrated) for reliable installation.
-
Not for brittle materials: Cast iron, very hard steels, and brittle plastics may crack during formation.
-
Material thickness requirement: The engaged material must be thick enough to accommodate the forming process without bulging or distortion.
Typical Applications
| Industry | Application Examples |
|---|---|
| Automotive | Engine components, transmission housings, steering assemblies, seat mechanisms, powertrain fastening |
| Aerospace | Structural panel assembly, interior fixtures, avionics enclosures |
| Electronics & Precision Equipment | Hard‑disk drive housings, optical assemblies, connector shells |
| Appliance & HVAC | Compressor housings, heat exchanger brackets, motor mounts |
| Medical Devices | Surgical tool housings, imaging equipment, clean‑room assemblies |
| General Engineering | Pump housings, gearbox covers, heavy machinery panels |
Applicable Standards
| Standard | Title / Scope |
|---|---|
| DIN 7500‑1 | Thread rolling screws for ISO metric threads — Technical specifications |
| DIN 7500‑2 | Guide values for pilot hole diameters |
| ISO 7085 | Mechanical and performance requirements of heat‑treated and tempered thread rolling screws with metric threads |
| SAE J81 | Thread rolling screws (inch‑series, unified threads) |
| SAE J1237 | Metric thread rolling screws — mechanical and performance requirements |
| JIS B 1135 | Japanese standard for thread rolling screws |
| GB/T 3098.7 | Chinese standard — mechanical properties of thread rolling screws |



 No products in the cart.
No products in the cart.